Operational Technology (OT) are the computing and communication systems used to monitor, control, and manage physical processes and machinery in several industrial sectors that include Oil & Gas, Automotive and Manufacturing. This includes both hardware and software systems.
This will include machinery, monitoring systems and control systems. Some examples of Operational Technology are:
Oil & Gas: Industrial Control Systems (ICS) - includes Distributed Control Systems (DCS) and Supervisory Control and Data Acquisition (SCADA) systems.
Automotive: Automated Assembly Line in the manufacturing process of vehicles.
Manufacturing: Internet of Things (IoT) technology allows machinery to be connected to the internet and exchange data with other devices.
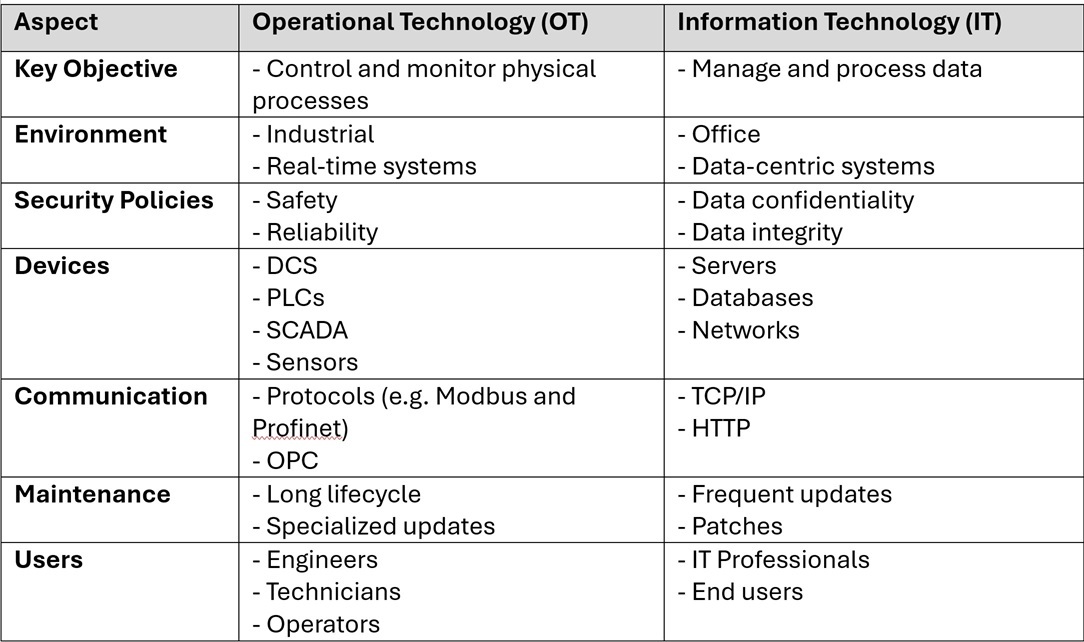
How does Operational Technology (OT) differ to Information Technology (IT)?
Information technology (IT) relates to the data and the flow of digital information and how it is stored, transmitted, processed. It is the technology backbone for any organisation. The digital flow and the availability of data are key enablers for organisations to increase their profitability and create new opportunities for business growth.
Operational Technology is focused on the production side and is more associated with hardware and the physical equipment used in industrial systems and processes. OT devices are more likely to be purpose built, have specialised software and proprietary protocols.
There is increasing overlap between OT and IT that includes of enabling technology such as Internet of Things (IoT) that allows operational data to be collected throughout the asset, machine, and product life cycle. This allows intelligent insights to be created by way of analytical models, predictive maintenance, and operational dashboards.
This provides benefits that include:
Increased Safety
Minimising production downtimes
Extending the life of assets
Reduced maintenance costs
Increasing Productivity
Operational Technology (OT) vs Information Technology (IT)
Digital solutions typically used with Operational Technology
Digital Twins
Digital Twins are a digital replica of a physical asset and are used to simulate their behaviour. This can range from the whole asset to just a much smaller scope such as a single piece of equipment. Digital twins used real-time data just like the physical asset to simulate asset behaviour and monitor operations.
Common examples are Flight Simulators used in the aviation industry to train and provide ongoing refresher training for pilots. Likewise in the process industries, Operator Training Simulators (OTS) are commonly used to primarily train plant operators and are also used for operational use cases that include engineering studies and identifying potential faults. In the Automotive industry, Digital Twins are used to create digital model that provide insights into the physical behaviour of a vehicle.
Key benefits: Digital Twins help to provide performance improvement by enabling a better understanding of the asset and by exploring operational scenarios in a safeand cost effective way. Addtional benefits include leveraging predictive capabilities enabling early detection and reducing costly downtimes.
Data Management Solutions/Data Historians
Data Management Solutions/Data Historians collect plant/asset data in Real-Time and can store several years’ worth of data. The data stored in the historian can also be leveraged by a whole host of applications would typically include:
Predictive Maintenance solutions
Plant Visualisation software
Operational Dashboards
Alarm Management software
Data Historians in particular are typically connected to the Process Control Network (PCN) and so the architectural design needs to contain the additional necessary security protocols to protect the asset from cybersecurity threats.
Key benefits: Provides real-time and secure access to plant data that can be leveraged for a wide range of operational use cases.
Advanced Process Controllers (APC)
Advanced Process Controllers are software solutions that are used to optimise plant performance. APC solutions continuously collect plant parameters and have calculation engines to determine optimal operating conditions based on current plant conditions. By doing so they seek to minimise plant disturbances, reduce energy consumption, and optimise throughput. They are widely used in industries such as Oil & Gas, Chemical and Utilities.
These control solutions can connect to a wide array of supporting solutions to monitor controller performance and provide alerts that will include detecting signs of controller performance degradation.
Key benefits: Provide a key layer of process automation for both plant safety and improved plant performances. Also provide a foundation for other real-time plant solutions such as Real-Time Optimisers.
Operational Dashboards
Operational Dashboards leverage plant data and are effective tools for capturing key operational metrics either in Real-Time or near Real-Time. Dashboards can be configured to provide alerts when thresholds are reached and show data and trends based on custom time periods. This can be very useful in trying to understand plant behaviour prior or post events, and to detect any anomalies or any performance degradation.
Dashboards can be configured to provide Role Based Access (RBA) as an important security measure and can also be accessed remotely with only the appropriate level of information shared based on permissions. This is useful particularly in scenarios where support teams are located remotely. This can be the case for Offshore platforms in the Oil & Gas industry, for example. RBA also enables a wider stakeholder audience to access the data.
Key benefits: Provides key operational performance data that can be used to increase productivity, plant investigations and accessibility.
Internet of Things (IoT)
The Internet of Things (IoT) provides a bridge between OT and IT. Using devices such as sensors, physical equipment plant data can be captured and utilised by connecting and exchanging data with other devices and systems over the internet.
In do so, The Internet of Things (IoT) play a significant role in enhancing and transforming Operational Technology (OT). By integrating IoT with OT, industrial operations can increase efficiency, enable greater security, and extend asset life.
More specifically, Industrial Internet of Things (IIoT) focuses on the connection of machines and devices in the several industry sectors. This enables information to be received in real-time enabling faster decision making. Application examples that benefit from this technology include predictive maintenance, automated inventory management, and Machine Learning/Artificial Intelligence applications.
What are the challenges in deploying OT solutions?
Deploying Operational Technology (OT) solutions present several challenges that can significantly impact the effectiveness, security, and profitability of industrial operations.
Maintaining operations with aging infrastructure
Challenge: Older plants often lack compatibility with modern OT solutions making the integration with new technologies challenging.
Impact: The impact of upgrading or replacing aging infrastructure can be costly and time-consuming. This is because many industrial facilities have been in operation for decades. In some cases, the risks and costs associated with upgrading may lead to the prolonged use of outdated systems.
Cybersecurity
Challenge: Industrial systems are increasingly connected to IT networks and the internet, they are coming under increasing cybersecurity threats such as ransomware, malware, and unauthorised access.
Impact: The impact of Cyberattacks on OT systems can result in severe consequences, including operational disruptions, safety-related incidents, financial losses, and reputational damage. Protecting OT systems requires specialised cybersecurity measures that can differ from traditional IT security practices.
Safety
Challenge: Industrial environments have inherent safety risks, and so deploying new OT solutions can introduce additional complexities if not properly managed. Ensuring that new technologies do not compromise the safety of personnel, asset equipment, and the environment are critical challenges that need to be managed accordingly.
Impact: The impact of safety issues during OT deployments can be severe, including injury to personnel, damage to equipment, environmental harm, and potential legal liabilities. Safety considerations must be integrated into the deployment process, with rigorous testing, adherence to safety standards, and ongoing monitoring to mitigate risks.
Minimising operational downtime
Challenge: This is an important consideration to ensure the high availability of industrial systems. Downtime, whether unplanned or scheduled, can have significant financial implications on profitability. Downtimes are typically reserved for scheduled periods of time like plant turnarounds where scheduled maintenance activities can take place.
Impact: Unexpected downtimes can disrupt production, lead to missed production deadlines, and incur significant costs. Planning for minimal disruption during OT deployment is crucial, often necessitating extensive testing, simulation, and phased rollouts. This approach aims to ensure that the deployment process is as seamless as possible, minimising any impact on ongoing operations.
Profitability
Challenge: Deploying OT solutions often requires substantial upfront investment in new technologies, training, and infrastructure upgrades. These costs can be a significant barrier, especially for companies with tight budgets or those operating in industries with low margins.
Impact: The financial impact of deploying OT solutions must be carefully managed to ensure that the benefits outweigh the costs. If not properly planned, the deployment could lead to financial strain, reducing profitability. However, successful deployment can lead to long-term gains in efficiency, productivity, and cost savings, ultimately enhancing profitability.
Conclusion
Operational Technology (OT) play a pivotal role in industrial operations by enhancing safety, optimising operational performance, and driving profitability. The integration of OT with Information Technology (IT) has become increasingly important as it allows organisations to leverage the latest technological advancements and create a competitive edge.
However, the strategic implementation of these solutions is not without its challenges. Organisations must carefully plan and execute their digital transformation journey to achieve benefit realisation that includes minimising operational downtime, extending asset life and increasing productivity.
By clicking "Accept All" you agree to the use of analytical cookies that we use on our website to measure usage. These cookies provide information that will help us to improve our site and enhance user experience. By clicking "Manage Preferences", you can manage your consent and find out more about the cookies we use.
Manage your privacy preferences
These are functional cookies needed to keep our website working properly and give you the best experience when visiting our website.
We collect information about how visitors use our website. The information is in aggregate form and counts visitor numbers and other information to help us improve our website.
These cookies ensure that, if applicable, any adverts are properly displayed and targeted based on your browsing. They may also be used to integrate social media on our site.
We may use assets from 3rd parties on our website, for example, Google fonts, which enhance your viewing and visual experience.


Comments